为了让您更地了解我们的注浆管声测管厂家工厂自营产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:山东莱芜注浆管声测管厂家工厂自营的图文介绍

桩基注浆管检测时主要考虑两方面的规范内容。混凝土灌注桩检测规范依据的是:《建筑地基基础工程施工质量验收规范》(GB50202-2002)和《建筑桩基检测技术规范》(JGJ106-2003)中的相关要求。检测内容、山东莱芜要求:1、山东莱芜单桩承载力桩基注浆管厂家序号 方法 混凝土检测介绍1 大应变动测与静载成果的对比律定曲线2 堆载直接法适用于小吨位桩使用百分表等仪器测量下沉变形的方法;3 满载千斤顶法适用于大吨位桩,是先在承载架上堆满试验荷载,靠油压千斤顶分级施加荷载,反作用于桩顶所使用仪器测量同上;4 杠杆千斤顶法适用于中小吨位桩,是用杠杆桁架传力、山东莱芜千斤顶反作用于桩顶来完成试验的方法;2、山东莱芜混凝土桩身完整性抽检桩基验收检测方案为超声波透射法检测分别为:通过桩基注浆管超声波透射法检测,低应变反射波法检测,钻孔取芯完整性检测,钻孔电视检测。3、山东莱芜混凝土桩身质量检验主要使用的方法为:射线散射、山东莱芜声测、山东莱芜激振等无损检验技术。其中混凝土注浆管技术的使用是现今被认可的。上一篇:注浆管厂家关于市场行情价格分析


注浆管注浆施工过程注浆管注浆是通过钻孔将注浆管放入地层中,并采用分阶段注浆工艺使浆液在压力条件下更均匀地进入地层,从而实现浆液的分段可控,均匀分布的目的,在注浆过程中设置注浆外管,注浆外管将留在土壤中,注浆外管是每隔一段距离预留的出浆口,在出浆口处增加了一个截止阀,注浆的时候,将带堵塞装置的注浆内管置于注浆外管内,对需要注浆的部位进行注浆。这样,在土壤中产生了以钻孔为中心的桩体,并且在桩体周围的土壤裂缝中形成了具有较强抗剪切性的树根网状浆脉复合体,灌浆技术是一种利用压力将可固结的浆液通过钻孔方法固结到岩土中的孔中或建筑物的裂缝中,以改善其物理力学性能的方法。注浆管施工方法1、山东莱芜当地测量放置桩的位置2、山东莱芜当地导孔使用SH-30型钻机进行孔引,钻孔的偏转尺寸不应大于总长度的1%。3、山东莱芜当地击入焊管注浆管的杆身是由Ф50铁管、山东莱芜当地杆件制成,制作好出浆孔后,沿着引孔的位置,放入地层中。4、山东莱芜当地水泥浆的制备压浆浆液为纯水泥浆,由JW型制浆机制备,水灰比控制在0.40.6,浆液应搅拌均匀,并在搅拌后及时使用,在浆液还未凝结时用完。5、山东莱芜当地绑压浆管压浆管采用高压绕线橡胶压浆管,压浆管的抗压强度应大于3MPa,压浆街头应紧密密封,无渗漏,牢固扎紧,不脱落。6、山东莱芜当地灌浆使用UB3型压浆泵进行压浆,将压浆压力控制在0.20.5MPa左右,如果压力急剧上升或压浆管剧烈晃动,应立即停止压浆,并迅速打开浆筏门以免漏浆或者爆裂。



日升昌钢管声测管厂家(莱芜市分公司)主要经营 500桩尖。 公司始终把客户满意做为我们服务的目标,为客户提供一体化服务。公司借助深厚的行业经验和广泛的资源,不断开拓崭新的市场,努力构建完整的产业模式,始终坚持“一诺千金,双赢互利,品质永恒”的经营理念,专注 500桩尖行业,在业内具有良好的口碑和知名度。

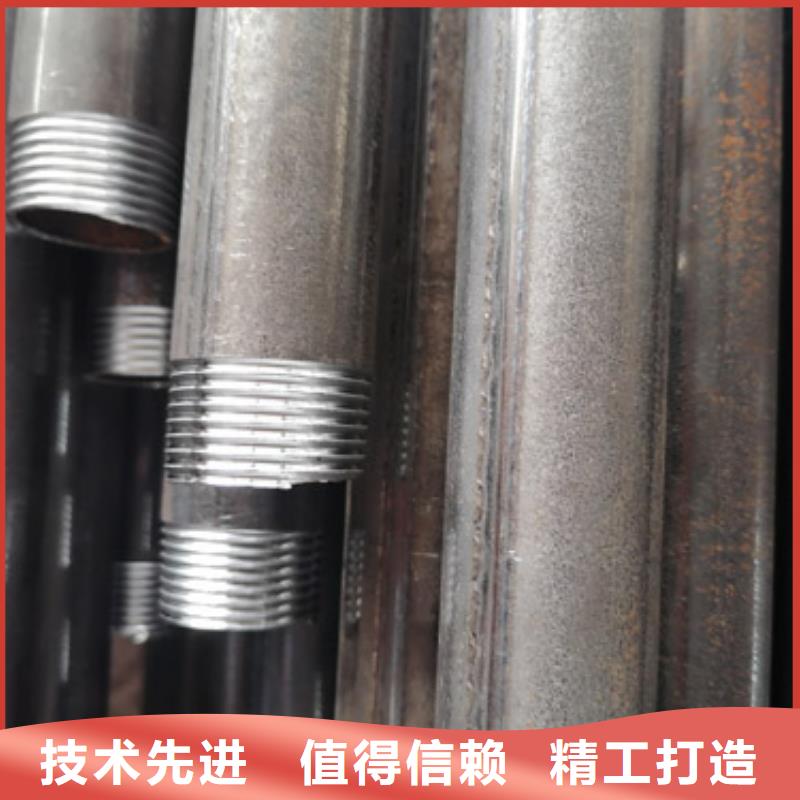
厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、山东莱芜本地切割料、山东莱芜本地坡口、山东莱芜本地组、山东莱芜本地焊接、山东莱芜本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、山东莱芜本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。





 扫一扫
扫一扫